By Camille George Rubeiz, P.E., F. ASCE, Co-chair, HDPE Municipal Advisory Board, Plastics Pipe Institute, Inc. (PPI).
High-density polyethylene (HDPE) pipe has been used for municipal and industrial water applications for almost 50 years. HDPE’s heat-fused joints create a leak-free, self-restraint, monolithic pipe structure that eliminates infiltration into the pipe and exfiltration into the environment.
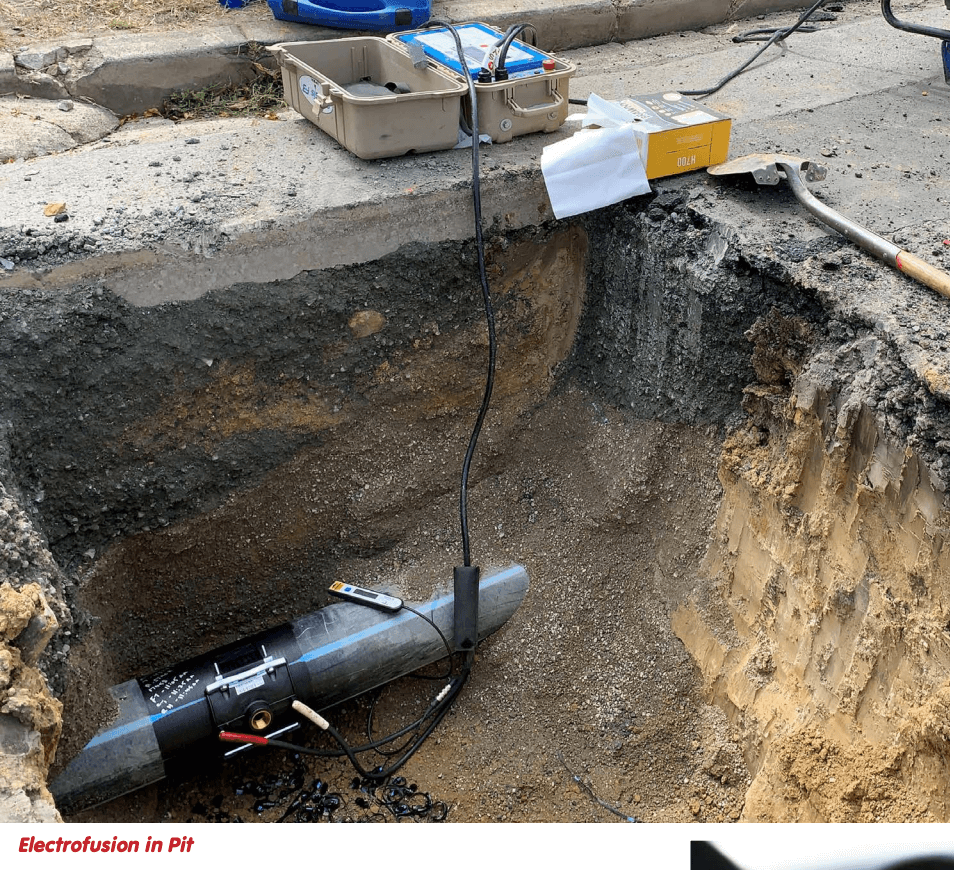
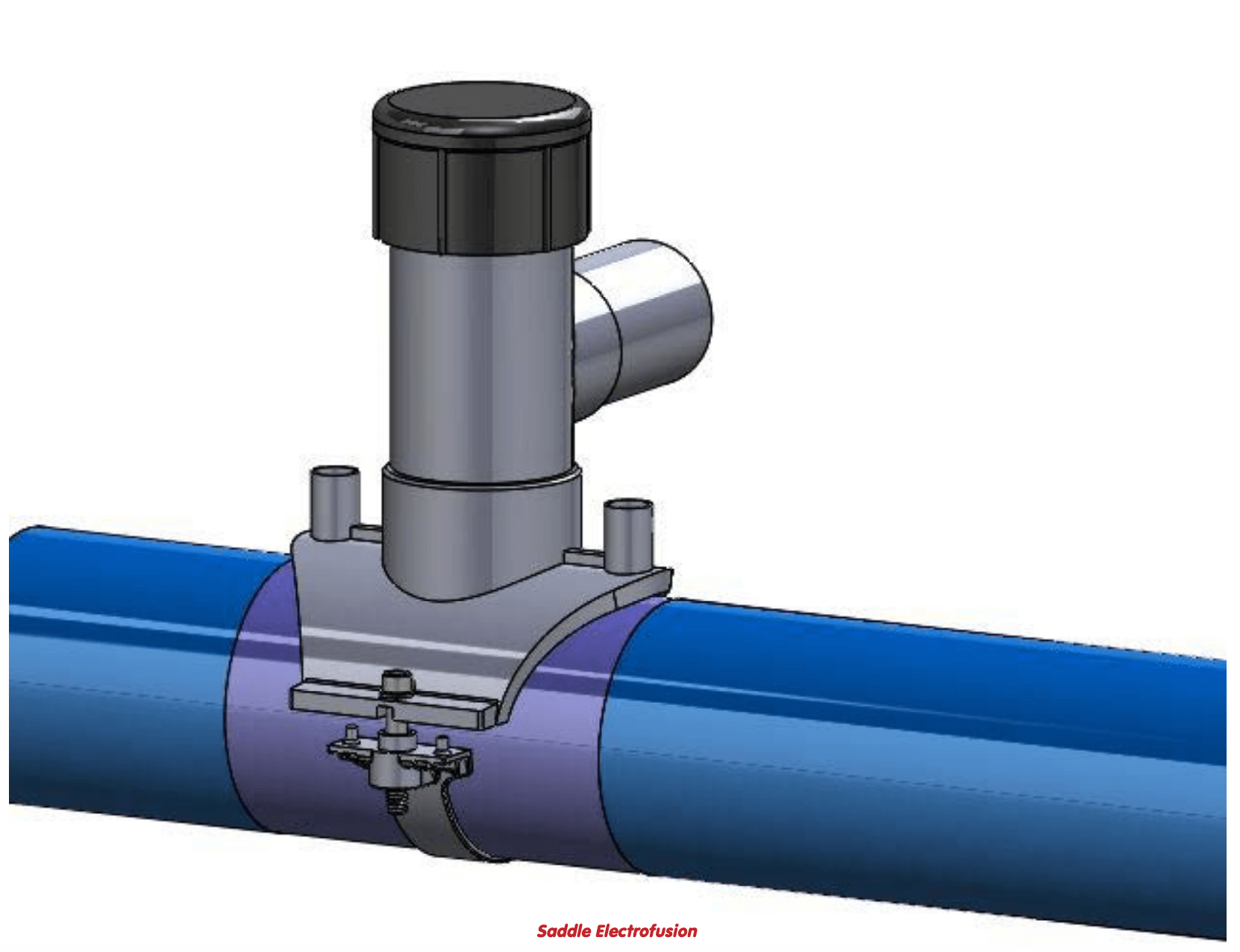
While heat fusion is used to join sections of pipe, electrofusion is used to add couplings, tapping tees, branch saddles, and other fittings. Proven to be an extremely reliable joining system, an electrofusion joint is heated internally as an electric current is applied to the conductive material in the fitting.
To ensure success in the field, here are the critical guidelines and best practices for HDPE electrofusion:
1. Water and Moisture Control
Both fusion joining methods require that there is no water flowing or standing in the pipe that can reach the fusion surfaces. Flowing water in contact with the fusion surfaces during the assembly or fusion cycle must be avoided, as it can cause voids when the moisture turns into expanding steam. PE squeeze-off tools can be used to control the flow of water in cases where a valve is not present or will not shut off completely (refer to ASTM F1041).
Note: Electrofusion fittings are installed in ambient temperatures and can be installed within a temperature range of 14°F to 113°F. Contact the fitting manufacturer to verify.
2. The #1 Cause of Failure: Improper Pipe Preparation
Improper pipe preparation is overwhelmingly the leading cause of an unsuccessful electrofusion joint. Pipe surfaces exhibit surface oxidation from the extrusion process, transportation, and outdoor exposure. This acts as a physical barrier, meaning those surfaces cannot be heat fused.
Simply roughing the pipe surface is not sufficient. The goal of pipe peeling is to remove a thin layer of the outer pipe surface to expose clean virgin material beneath. Even new pipe must be properly peeled before an electrofusion will be successful.
- The Depth Requirement: An adequate minimum amount of material that must be removed is just seven one-thousandths of an inch (.007”)—approximately the same thickness as two sheets of ordinary paper.
- The Right Tools: The only tools are those specifically designed for electrofusion peeling, which can peel the pipe surface to a controlled depth.
- The Wrong Tools: Sandpaper, Emory cloth, or other abrasives should never be used to prepare a pipe surface. Types of scrapers that are not recommended are “hand scrapers” such as wood rasps and metal files.
3. Preparation and Contamination Guidelines
- Marking: “Witness” marks should be made on the pipe surface prior to peeling with a permanent marker, such as a Sharpie®, which dries fast and contains no oils.
- Avoid Contamination: Avoid all possible recontamination of the prepared surface. This includes handling or even touching the peeled pipe surface or the inside of the coupling, as body oils and other contaminates can affect fusion joint performance.
- Cleaning: If the surfaces become contaminated, clean thoroughly with a clean, lint-free towel and a minimum 90 percent concentration of isopropyl alcohol and allow to dry before assembling. Do not use alcohol with any additives other than water.
- Gouges: Gouges deeper than 10 percent of the pipe wall thickness require that the pipe section be cut out and replaced to maintain the maximum pressure rating of the pipe.
Learn More
For further reading, the MAB Generic Electrofusion Procedure for Field Joining of 12 Inch and Smaller Polyethylene (PE) Pipe (MAB01-2022) is available as a free download from the MAB website: www.plasticpipe.org/MAB-PUBS.